 浙江众能半导体科技有限公司
浙江众能半导体科技有限公司高精度狭缝涂布成膜机系统操作文档

了解如何快速上手高精度狭缝涂布成膜机上位机的操作 .
高精度狭缝涂布标准操作流程
一、高精度狭缝涂布进入步骤
1.软件正确打开操作界面如下图1-1所示。

图1-1
备注:
1.打开文件电脑需插上设备板卡网线才可打开此页面。
二、软件构成
软件主要由以下四部分构成:
1.生产:生产操作界面,可在此界面进行初始化,整机自动运行,单个运行等操作
2.工艺:编辑工艺执行流程,提供配方导入导出功能
3.设备:提供设备手动点动功能,实时监控各轴具体位置速度、IO点位信息等读数
4.日志:程序运行时系统信息实时显示及记录,历史日志检索
5.配方名称:可根据玻璃基片的大小来选择配方的选择

图2-1
三、 操作界面
1:自动模式生产
a) 生产开始时:检查并确认操作机器之间的位置是否有阻挡,且各设备图标显示正确后,点击初始化按钮进入整体初始化,待初始化完成后点击整机启动按钮后可进行自动运行,如图3-1所示。

图3-1
b) 生产完成时:点击“急停”即可
注:自动生产中途如遇紧急情况可按“急停”,点击急停,设备会停止运行,设备工艺会变成“急停中”状态,处于“急停中”的设备工艺无法再次点击启动。此时必须要再次点击“急停”后才能解除急停中状态。
四、 工艺界面
1.工艺程序:

图4-1
工艺步骤:在工艺步骤里面可以对设备里的上料工艺、涂布工艺、成膜工艺、下料工艺步骤可以根据实际需要来自定义选择。
2.工艺程序参数介绍
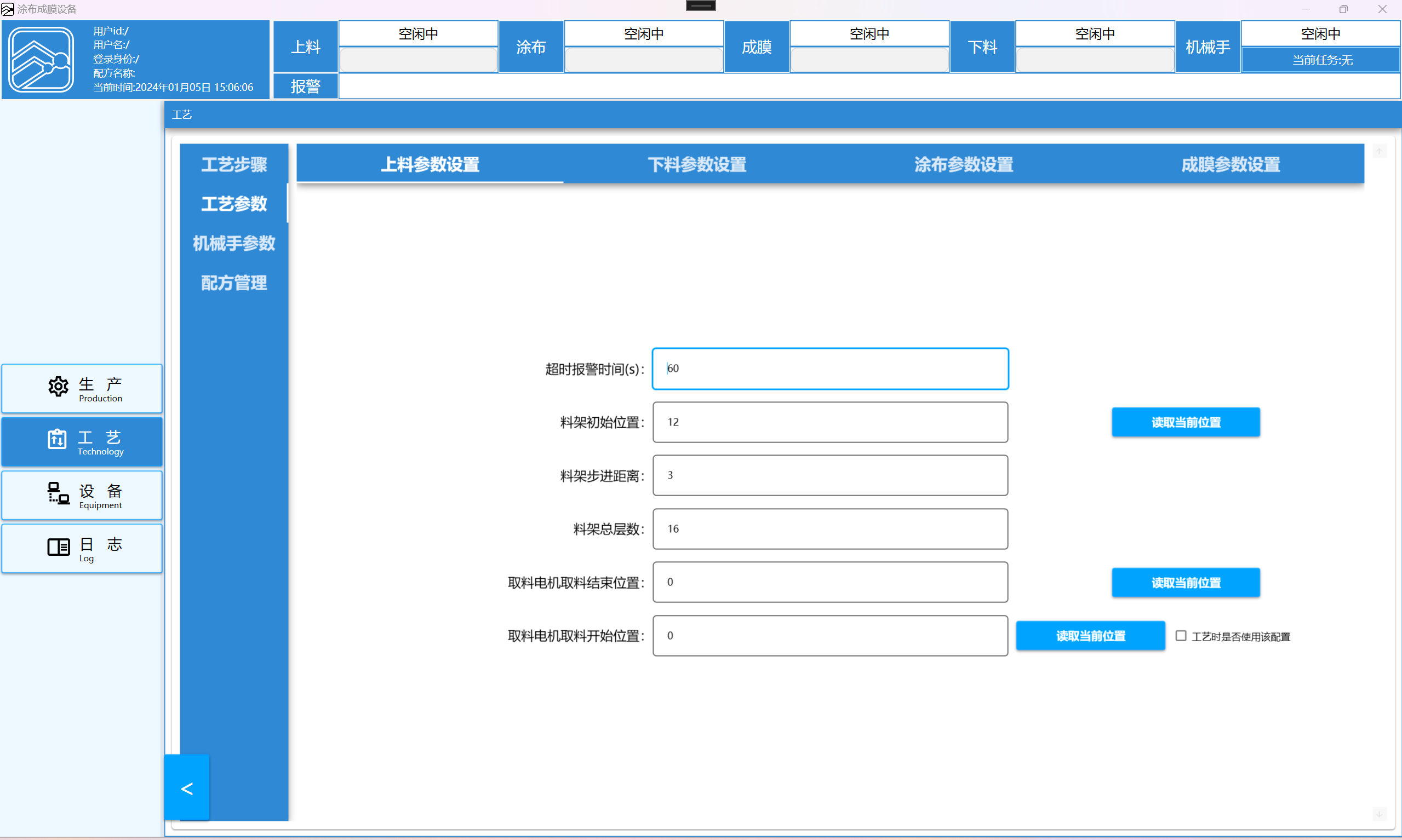
图4-2
上料参数设置:图4-2可以对上料工艺情况进行参数设置
超时报警时间:可以设置多长时间,如果超过这个时间就会报警提示
料架初始位置:料架开始的位置,
料架步进距离:料架移动的距离
取料电机取料位置:电机取料的时候的位置
取料电机放料位置:电机放料的时候的位置,勾选后将使用该配置

图4-3
下料参数设置:图4-3可以对下料参数工艺情况进行参数设置
超时报警时间:可以设置多长时间,如果超过这个时间就会报警提示
料架初始位置:料架开始的位置,
料架步进距离:料架移动的距离
取料电机取料位置:电机取料的时候的位置
取料电机取料位置:电机放料的时候的位置,勾选后将使用该配置
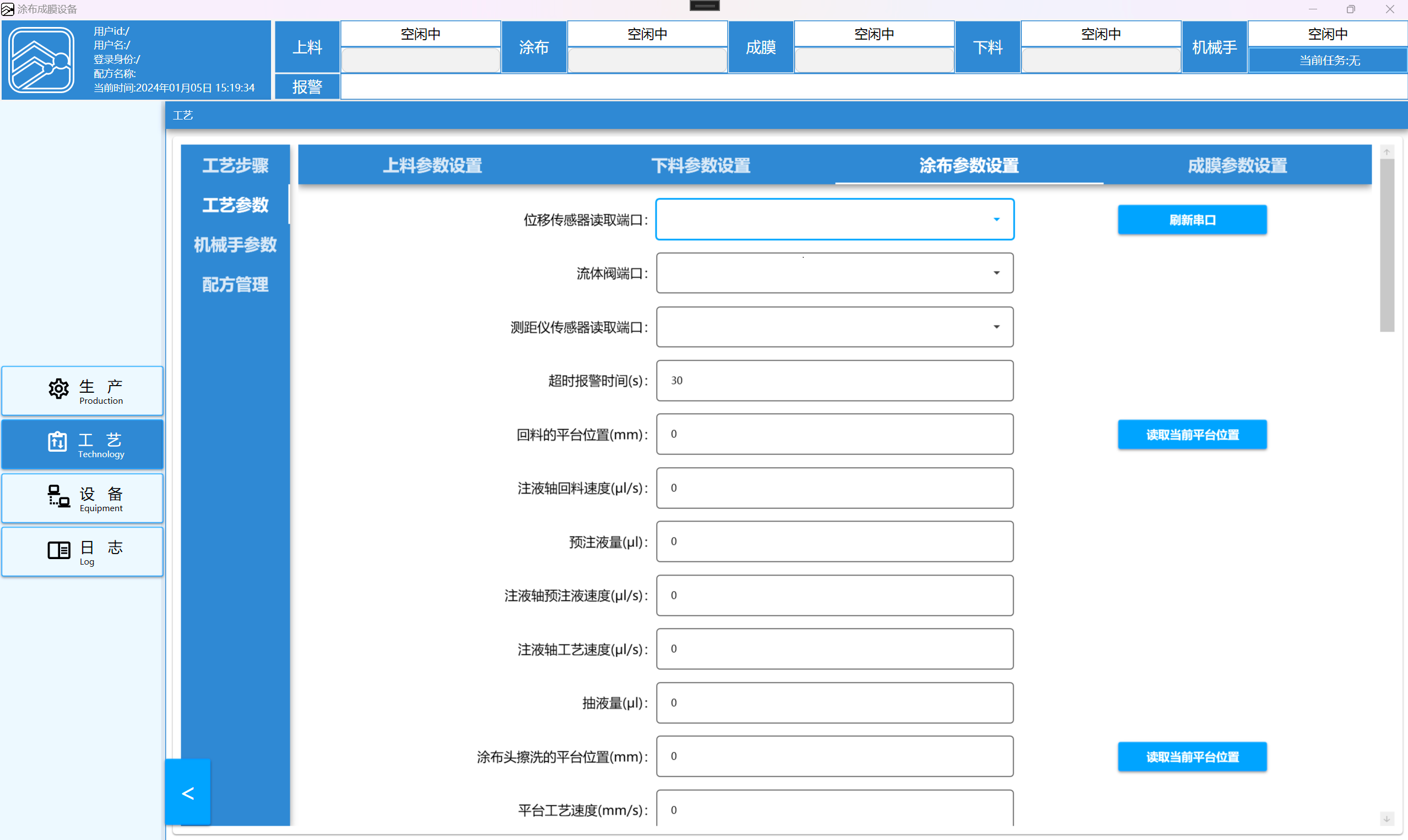
图4-4
涂布参数设置:图4-4可以对涂布工艺情况进行参数设置
位移传感器读取端口:可读取位移传感器接口
流体阀端口:可读取流体阀端口
测距仪传感器读取端口:可读取测距仪传感器读取端口
超时报警时间:如果超过此时间无操作触发报警
回料的平台位置:平台轴回料的位置
注液轴回料位置:注液轴回料到达的位置
预注液量:注液轴注液时需要的的量
注液轴预注液速度:注液轴预注液时的速度
注液轴工艺速度:注液轴做工艺时的速度
抽液量:注液轴抽液时到达的量
涂布头擦洗的平台位置;平台轴在擦洗时平台所在的位置
平台工艺速度:平台在做工艺时运行的速度
图片4-5
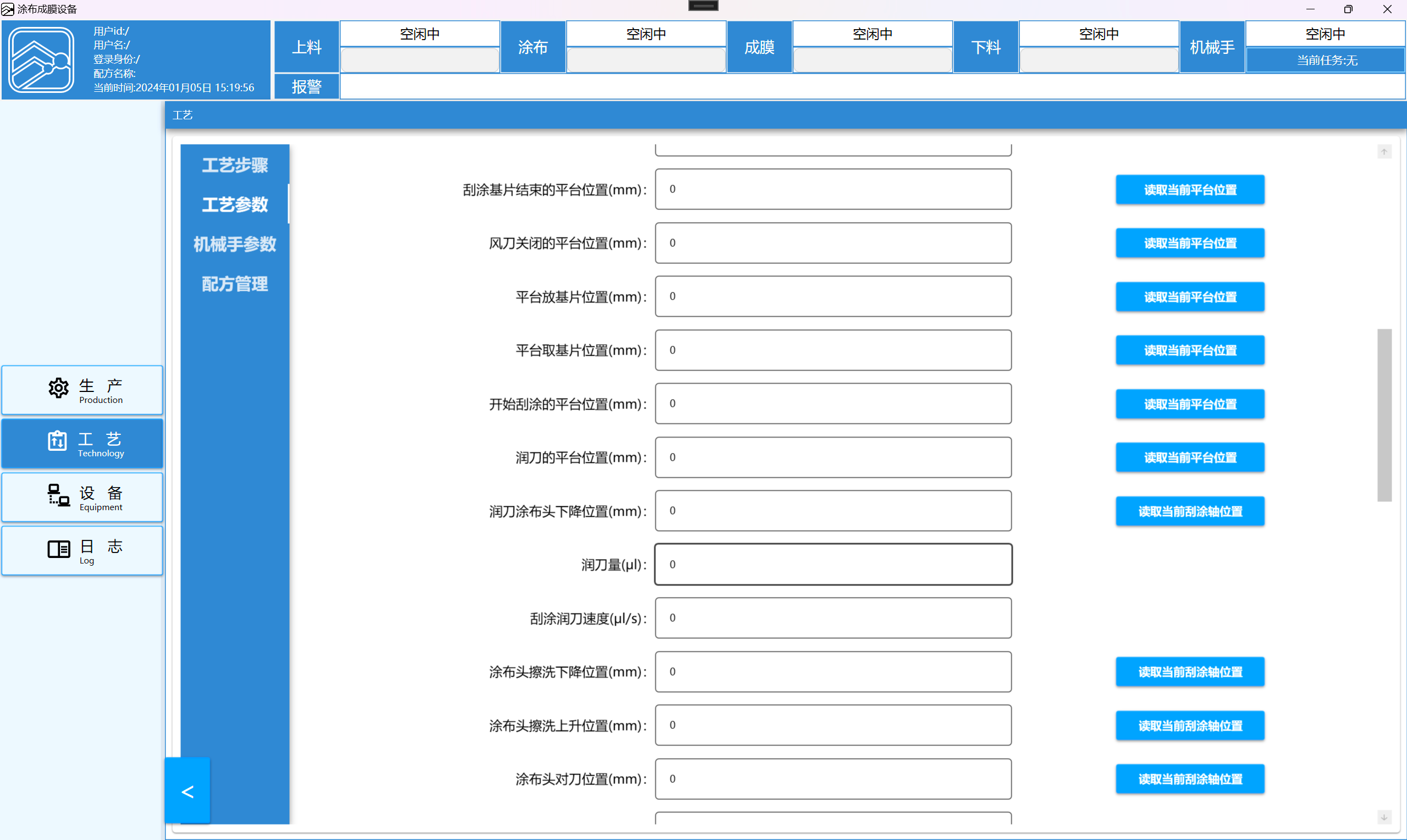
刮涂基片结束的平台位置:刮涂后基片结束的平台位置
风刀关闭的平台位置:风刀结束后平台所在的位置
平台放基片位置:平台放基片时在的位置
平台取基片位置:平台取基片时的位置
平台刮涂的平台位置:平台在刮涂时平台所在的位置
润刀的平台位置:平台到达所在的位置后开始润刀
润刀涂布头下降位置:润刀涂布头下降到达的位置
润刀量:润刀时候所用量的多少
刮涂润刀速度:刮涂时润刀的速度设置
涂布头擦洗下降位置:涂布头擦洗时下降到达的位置
涂布头擦洗上降位置:涂布头擦洗时上降到达的位置
涂布头对刀位置:涂布头对刀时所在的位置
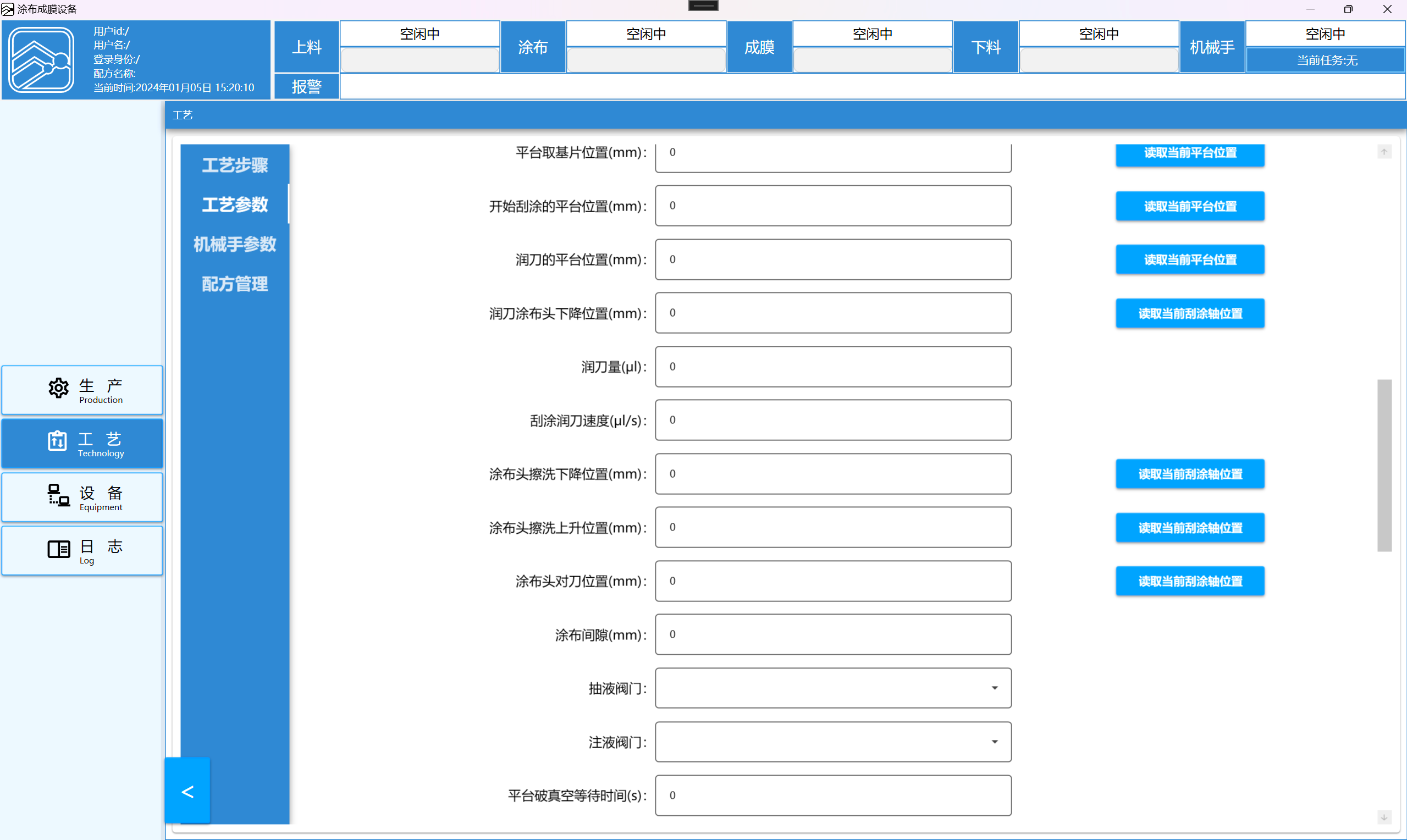
图4-6
涂布间隙:涂布之间的间隙
抽液阀门:切换到抽液阀门
注液阀门:切换到注液阀门
平台破真空等待时间:平台破真空时等待的时间

图片4-7
成膜参数设置:图4-5可以对成膜工艺情况进行参数
腔体的真空值:可以监测到当前腔体的真空值
持续时间:到达需要的真空值后可持续多长时间
腔体温度值:可监测到当前腔体的温度值
图片4-8
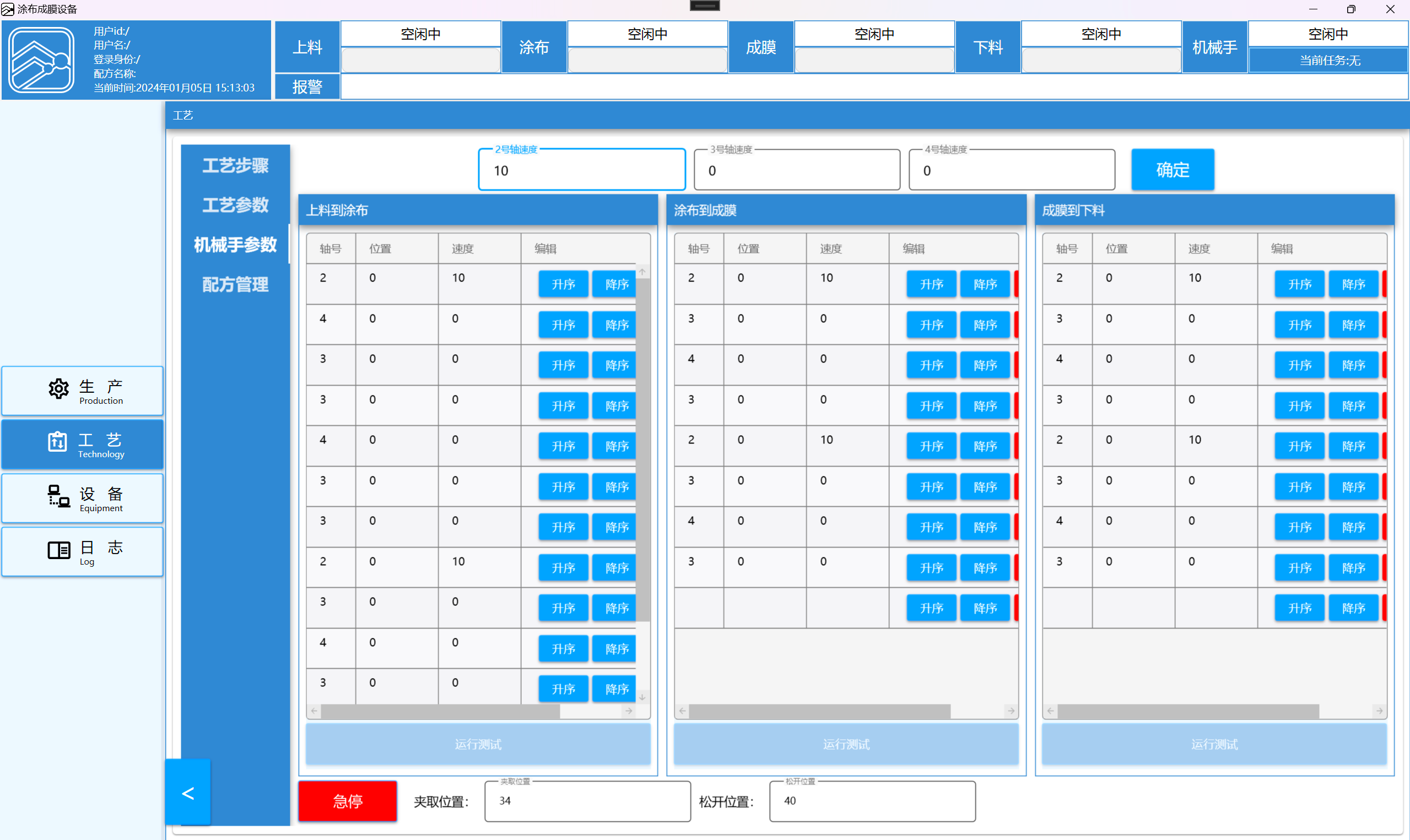
机械手参数:图4-6可对机械手进行上料到涂布、涂布到成膜、成膜到下料的抓取动作进行动作分解,提供每个步骤的轴号,运动位置,运动速度设置。
夹取位置:可对机械手夹子进行夹取和松开位置进行操作
图片4-9
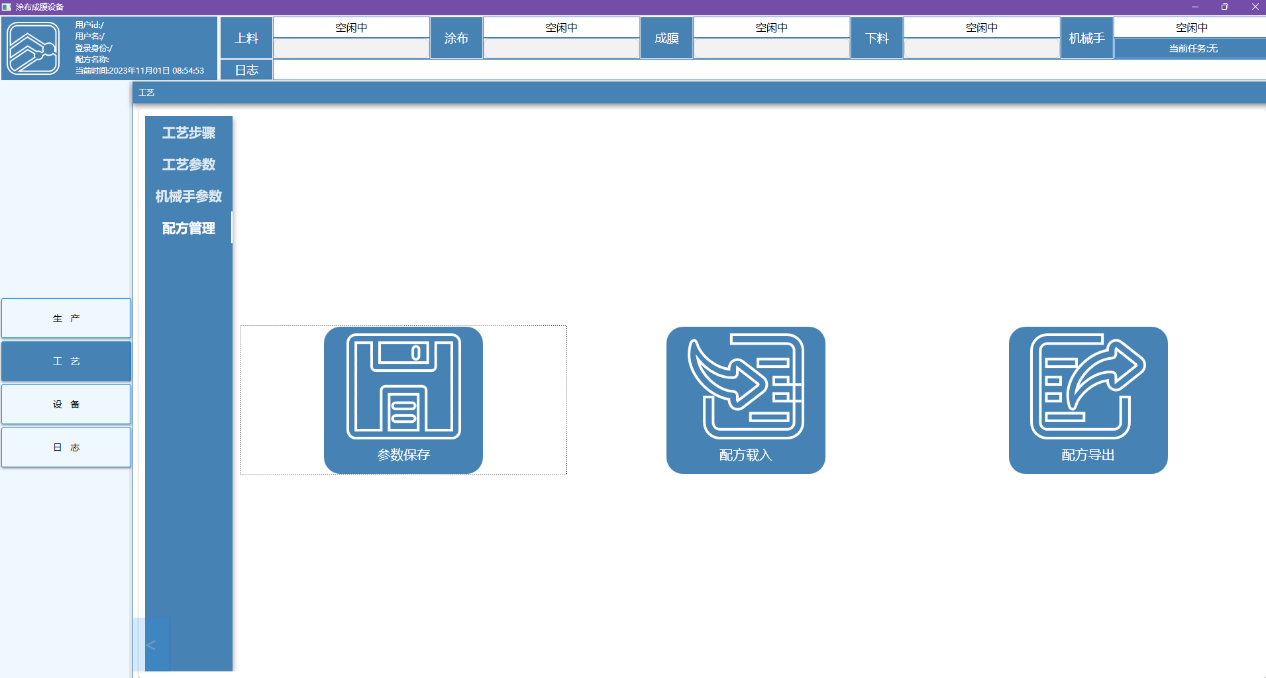
配方管理:图4-7可以对设置好的工艺步骤及工艺参数进行配方保存,也可进行配方的导入与导出。导出文件为.bdt格式的加密文件。
五:设备
1.设备参数介绍
图片5-1
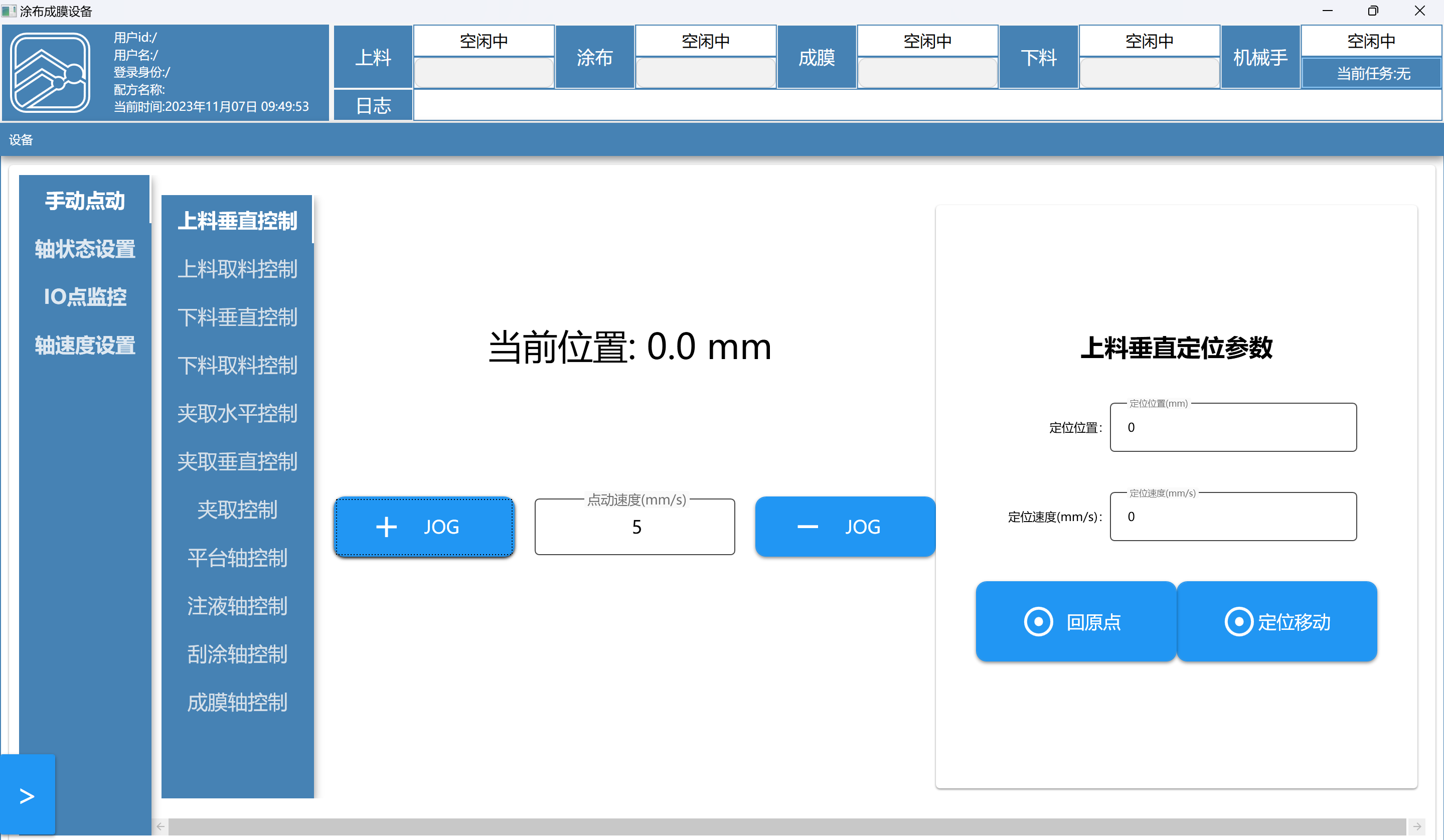
上料垂直控制:图5-1可对上料垂直控制进行点动和定位
图片5-2
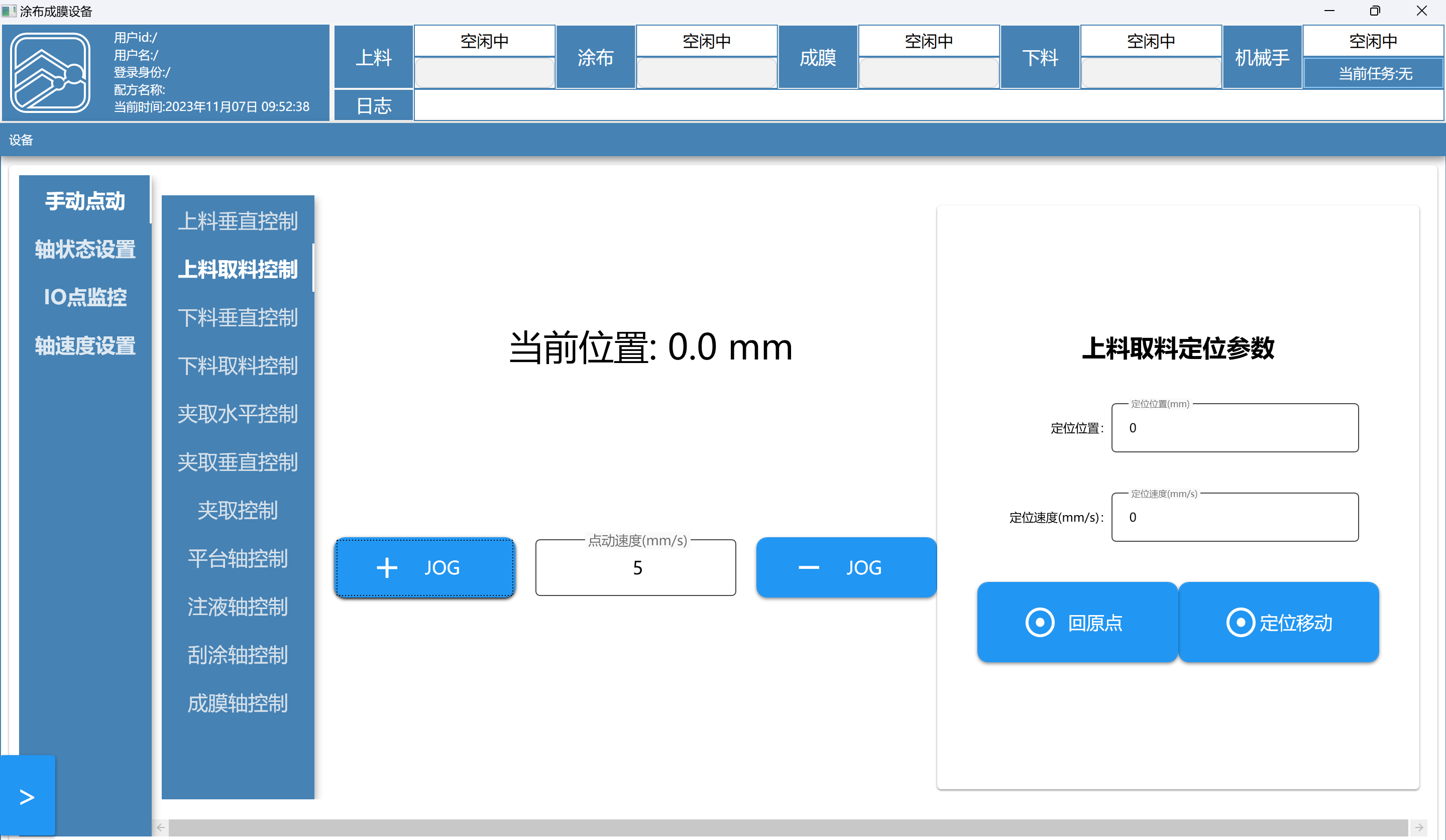
上料取料控制:图5-2可对上料取料控制进行点动和定位
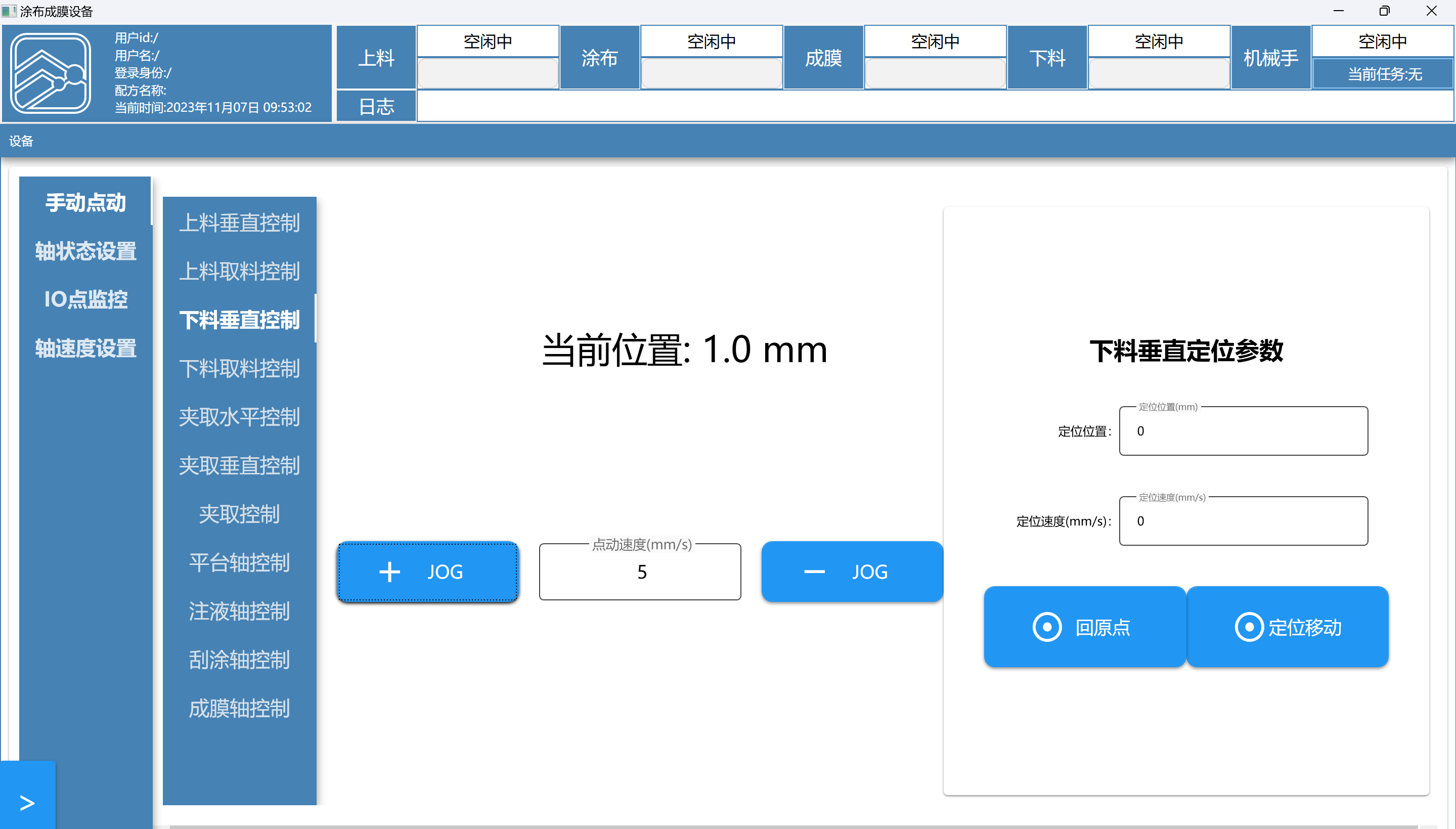
图片5-3
下料垂直控制:图5-3可对下料垂直控制进行点动和定位
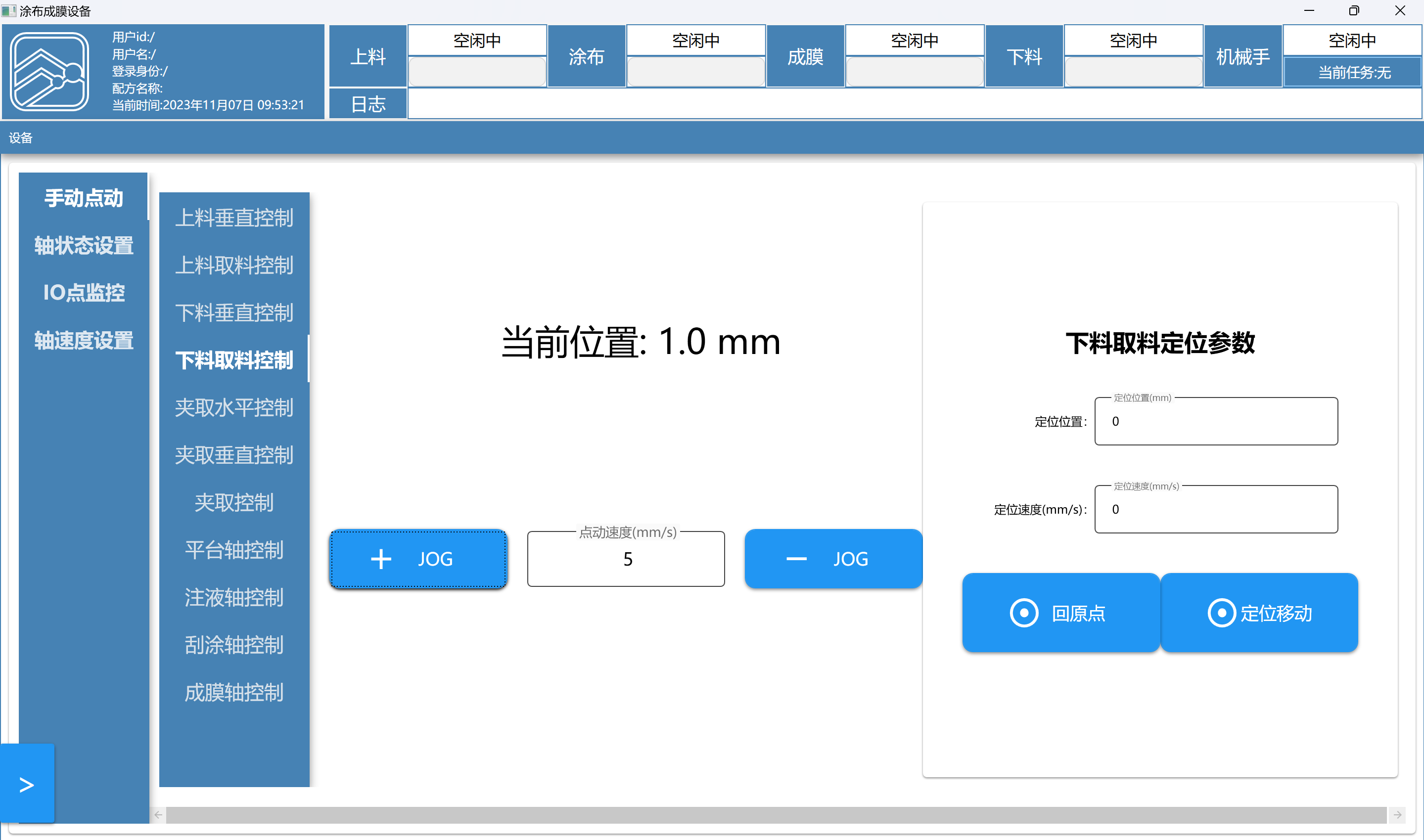
图片5-4
下料取料控制:图5-4可对下料取料控制进行点动和定位
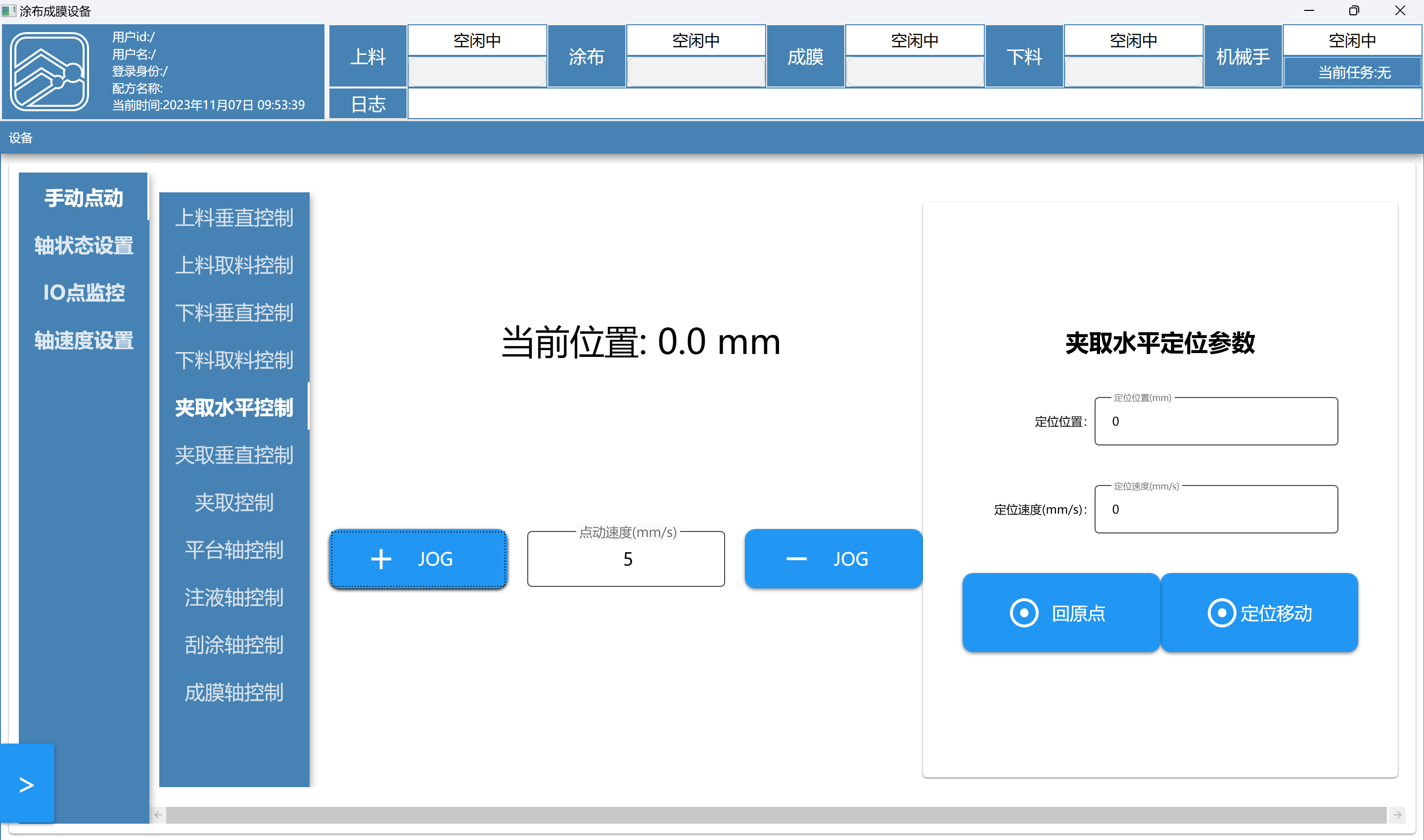
图片5-5
夹取水平控制:图5-5可对夹取水平控制进行点动和定位
图5-6
图片5-6
夹取垂直控制:图5-6可对夹取垂直控制进行点动和定位
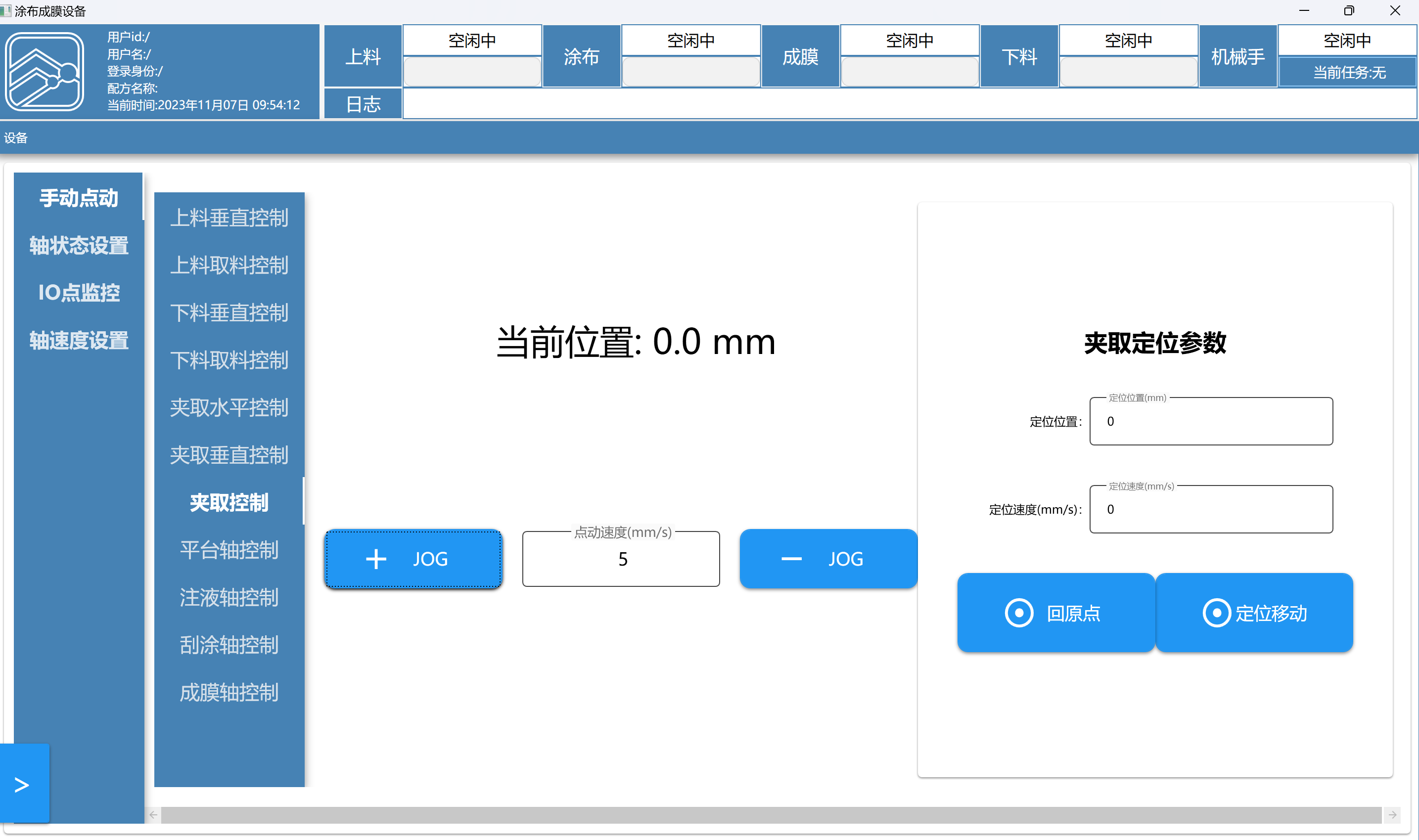
图片5-7
夹取控制:图5-7可对夹取控制进行点动和定位

图片5-8
平台轴控制:图5-8可对平台轴控制进行点动和定位

图片5-9
注液轴控制:图5-9可对注液轴进行点动和定位
切换阀门:可切换注液与抽液阀门
图片5-10
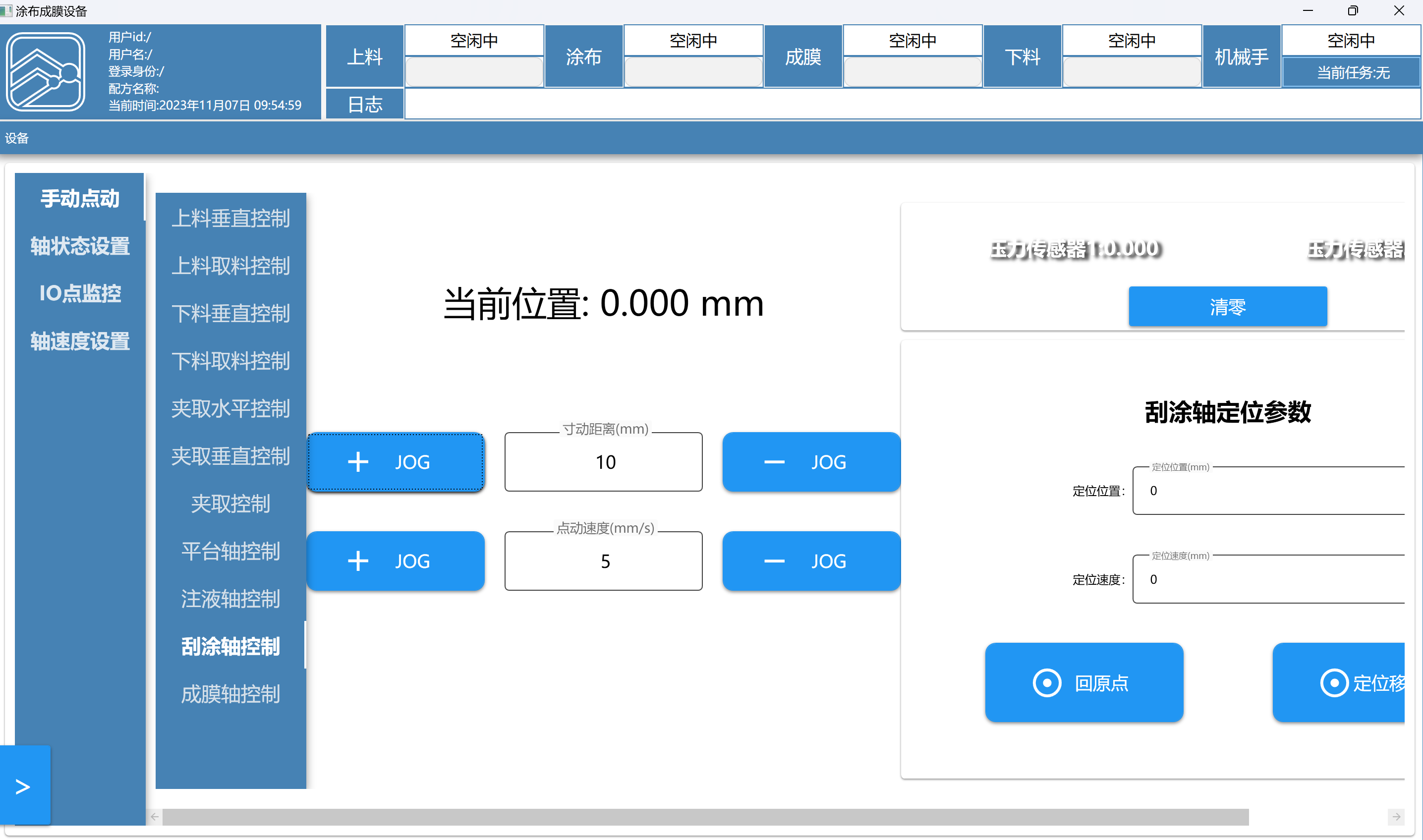
刮涂轴控制:图5-10可对刮涂轴进行点动和定位
图片5-11
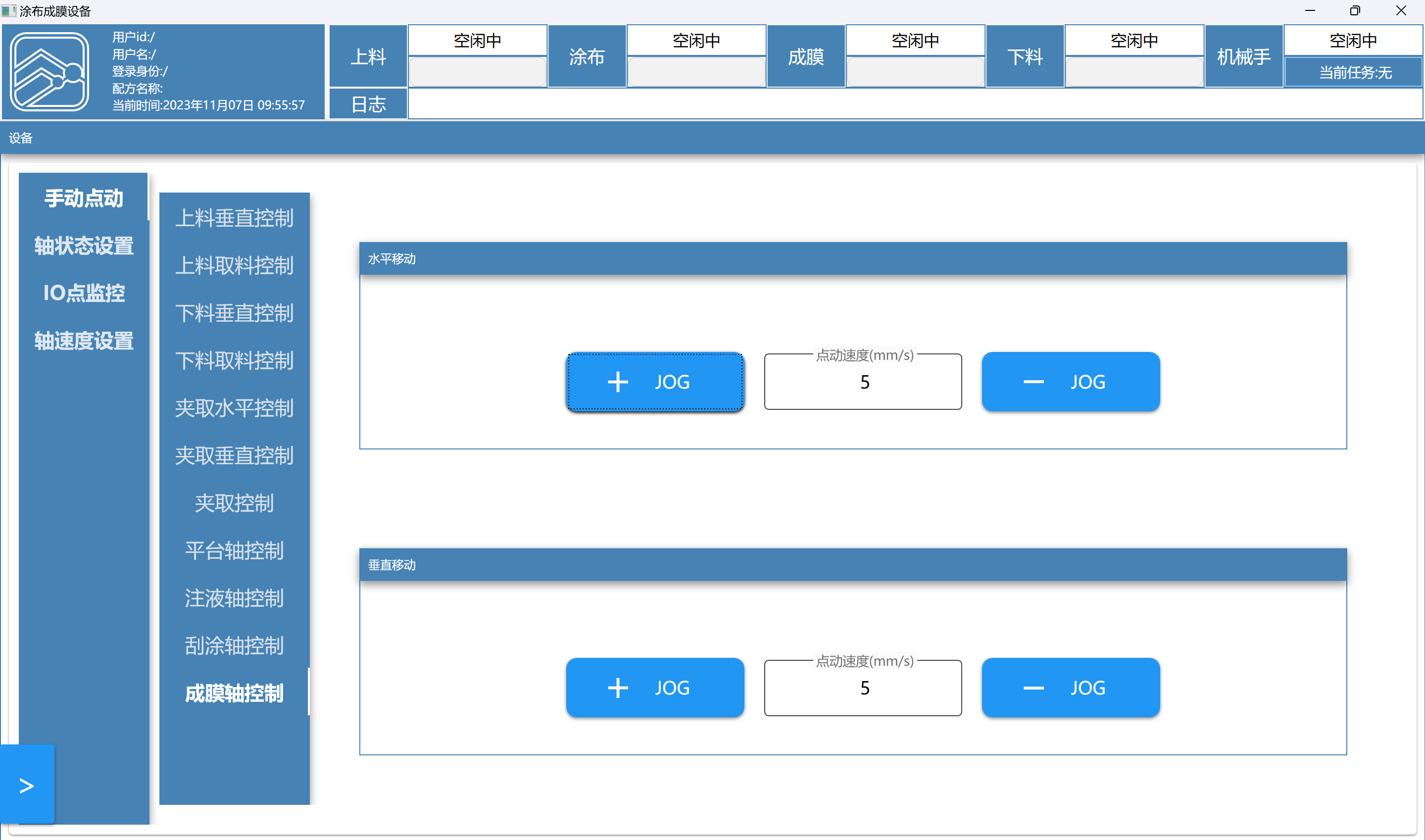
成膜轴控制:图5-11可对成膜的腔盖轴和平移轴进行正转和反转控
图片5-12
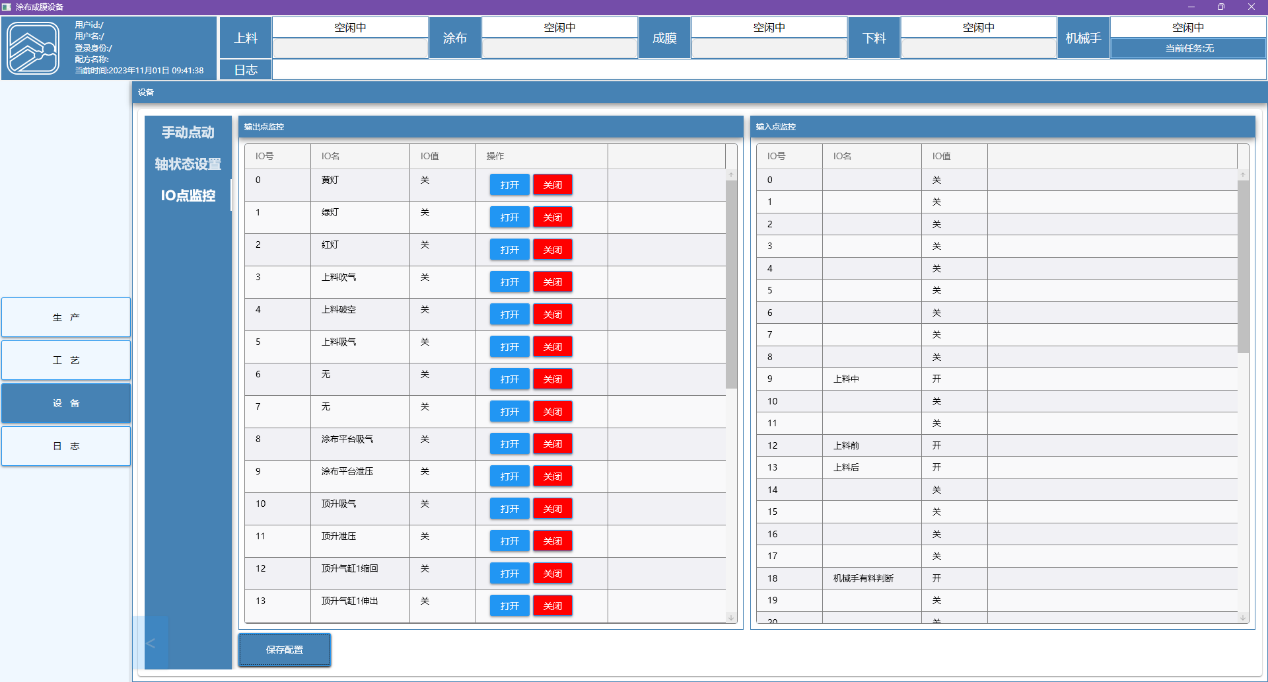
IO点监控:图5-12可以看到各输入输出点是否是打开/关闭状态。

图片5-13
轴状态使能:可以看到各个轴的使能状态是否开启状态。
轴状态操作:可以进行使能的开/关状态和警报的消除
轴位置状态:可以实时看到当前各个轴目前的是否处在限位
轴运动状态:可以实时看到当前各个轴目前的是否处在运动中
轴实时位置:可以实时看到当前各个轴目前的实际位置
轴号和名称:每个轴的编号和所对应的名称
六:日志界面,可查看机台各时间节点的运行情况
图片6-1
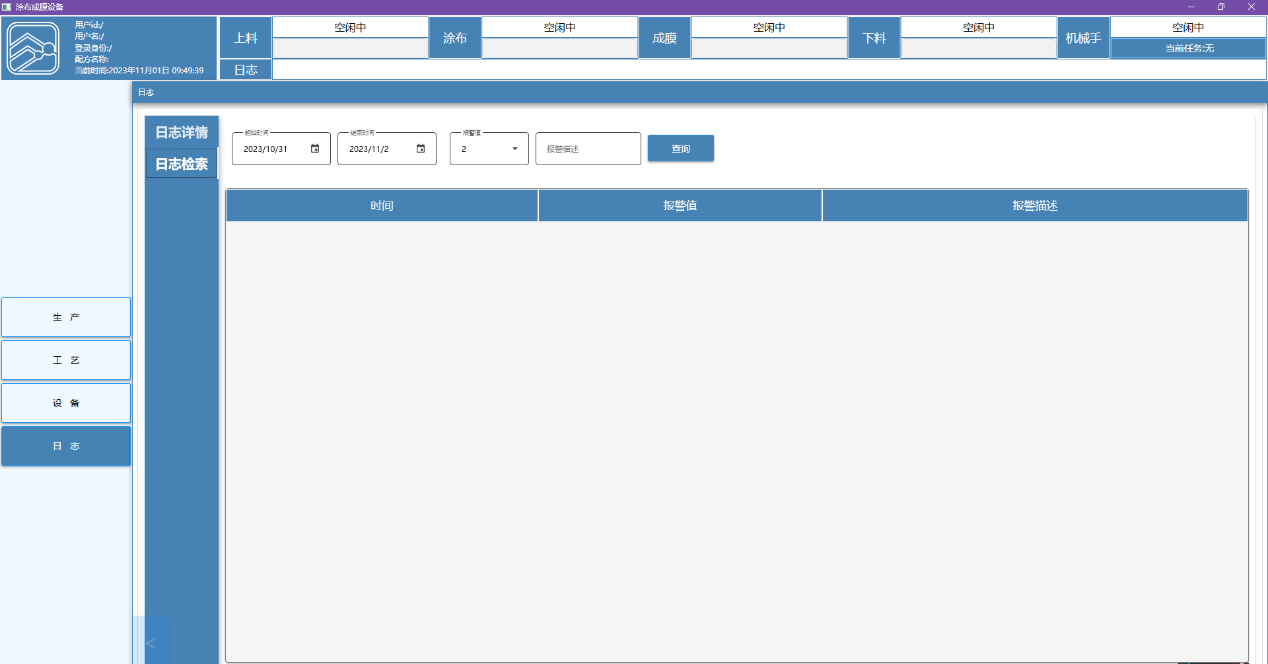
日志检索:图6-1可以进行本地日志的检索,日志的内容详情描述。
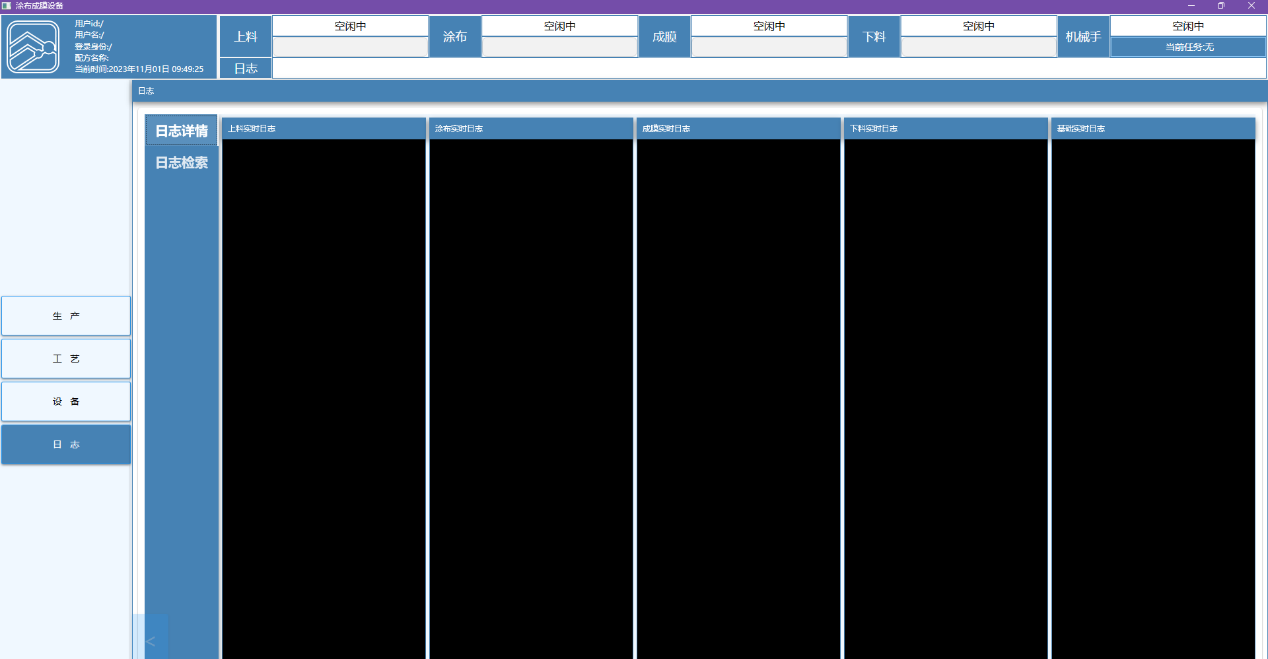
图片6-2
日志详情:图6-2可以看到上料、涂布、成膜、下料各工艺的实时日志信息,还有整机的基本实时日志信息。